Polerowanie kwarcytu wymaga konsekwentnie prowadzonej sekwencji narzędzi. Materiał o wysokiej zawartości kwarcu stawia duży opór i szybko weryfikuje jakość segmentu roboczego. Na etapie tarcz polerskich nie chodzi już o intensywne zbieranie materiału, lecz o stopniowe wyprowadzenie
jednorodnej struktury szlifu oraz kontrolowane przejście do wysokiego połysku. W tej kategorii znajdują się tarcze polerskie i ściernice w różnych średnicach – od 100 mm do 320 mm – przeznaczone do pracy na boczkarkach, szlifierkach oraz przy obróbce płaszczyzn.
Tarcze polerskie do kwarcytu w Top Diamond – podział według średnicy i zastosowania
100 mm
Najczęściej stosowany format przy pracy ręcznej i na boczkarkach.
W tej grupie znajdują się:
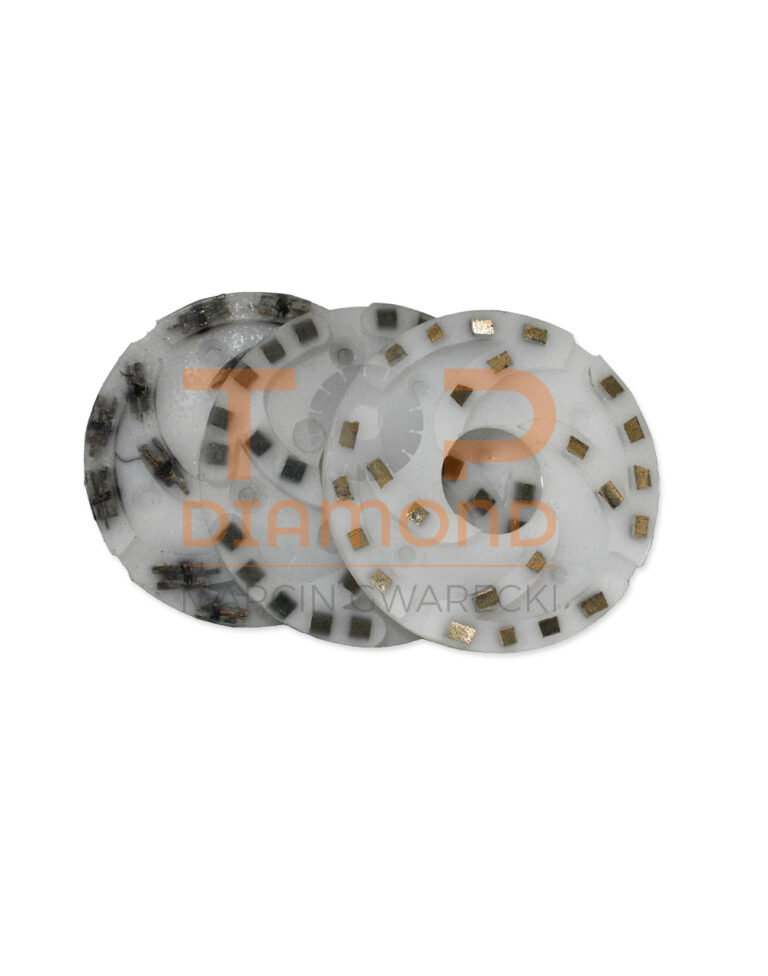
- diamentowe dyski szlifierskie,
- ściernice diamentowe,
- ściernice UK PCV,
- segmenty syntetyczne i syntetyczno-diamentowe,
- tarcze typu turbo na boczkarkę,
- tarcze w systemach krokowych (STEP 1–4).
Średnica 100 mm sprawdza się przy:
- profilowaniu i wyprowadzaniu krawędzi,
- pracy na mniejszych elementach,
- etapowym polerowaniu detalu.
125 mm
Format zapewniający większą stabilność prowadzenia i równomierniejszy kontakt z powierzchnią.
W tej grupie znajdują się:
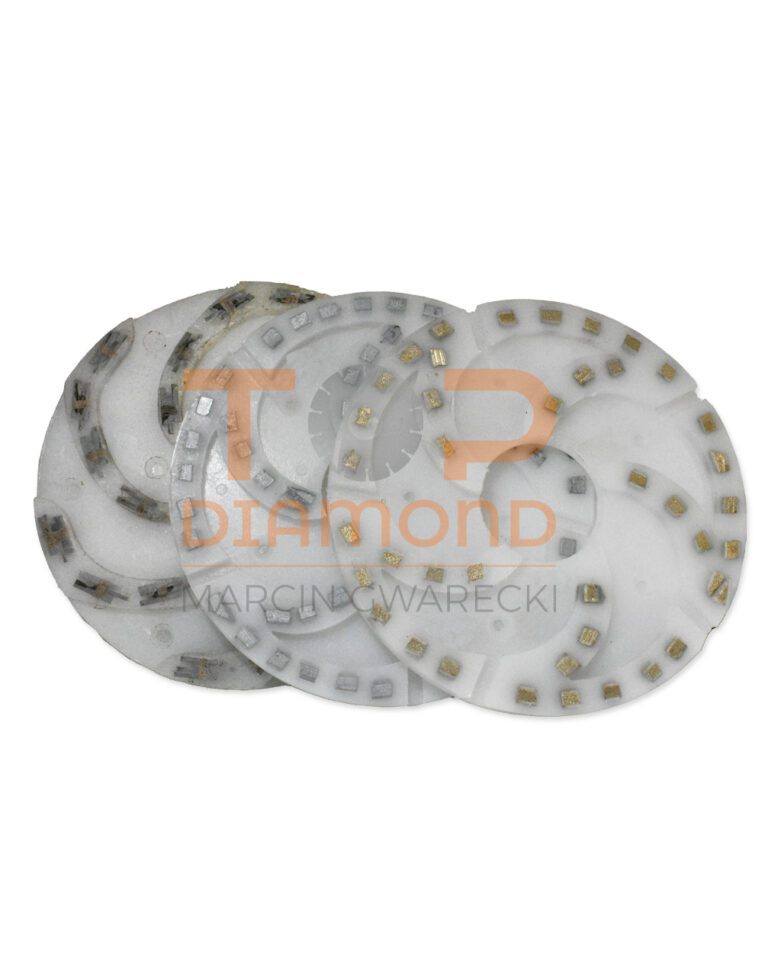
- ściernice diamentowe,
- ściernice UK PCV,
- ściernice syntetyczne (w tym warianty pełne),
- segmenty syntetyczne i syntetyczno-diamentowe,
- tarcze do boczkarek,
- systemy wieloetapowe STEP 1–4.
125 mm to kompromis między precyzją a wydajnością – często stosowany przy obróbce krawędzi blatów i stopni.
150 / 160 mm
Średnice stosowane przy bardziej stabilnym prowadzeniu oraz przy pracy warsztatowej.
W tej grupie znajdują się:
- ściernice diamentowe,
- ściernice UK PCV,
- ściernice syntetyczne,
- segmenty syntetyczne i syntetyczno-diamentowe,
- tarcze do polerowania płaszczyzn,
- systemy STEP 1–4.
Większa średnica pozwala uzyskać bardziej równomierną strukturę szlifu, szczególnie przy wyprowadzaniu dłuższych krawędzi.
180 mm
Tarcze w tej średnicy stosowane są głównie przy pracy na większych powierzchniach oraz przy stabilnym prowadzeniu narzędzia w warsztacie.
200 mm
W tej grupie znajdują się:
- ściernice UK PCV,
- rzepy do polerowania płaszczyzn w systemie STEP 1–4.
To rozwiązania wykorzystywane przy wyprowadzaniu większych powierzchni, gdzie kluczowa jest równomierność docisku.
250 mm
Średnica stosowana przy obróbce płaszczyzn i w pracy warsztatowej.
Występują tu:
- ściernice UK PCV,
- rzepy do polerowania płaszczyzn (STEP 1–4),
- tarcze do polerowania płaszczyzn (różne układy robocze).
Większa średnica poprawia stabilność procesu i ułatwia utrzymanie jednolitego efektu wizualnego na większych formatach.
320 mm
Format wykorzystywany przy pracy na większych maszynach i przy obróbce większych powierzchni.
W tej grupie znajdują się ściernice UK PCV o dużej średnicy, przeznaczone do pracy warsztatowej.
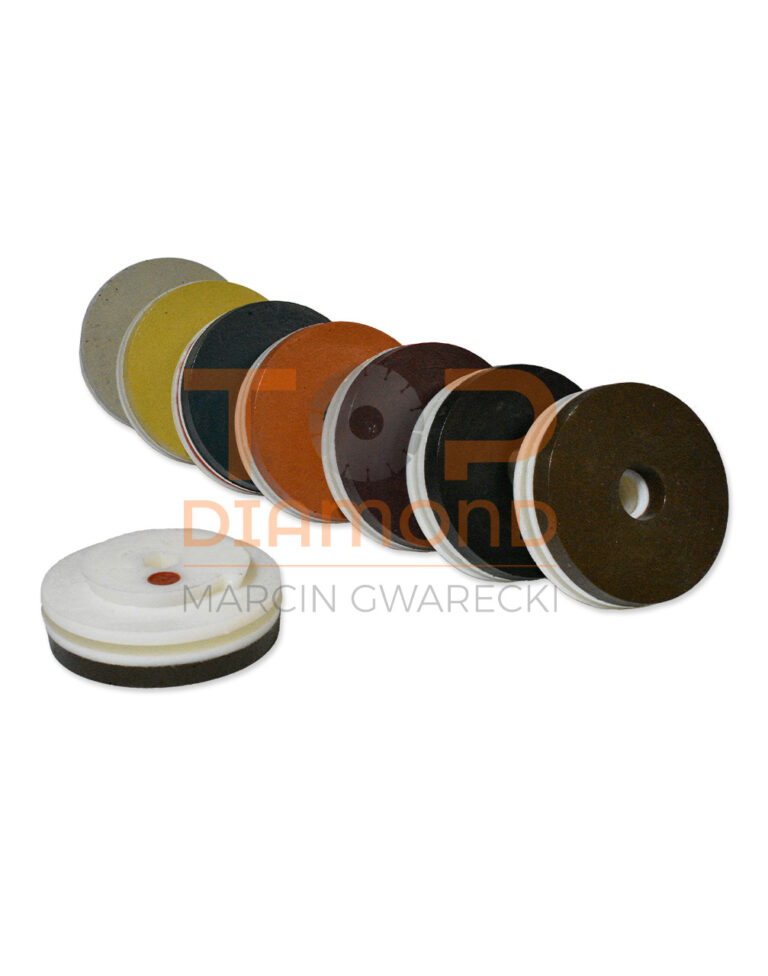
Buff i kostki – etap wykończeniowy
Buff
Buffy stosuje się na końcowym etapie wykończenia. Ich zadaniem jest:
- podbicie połysku,
- wyrównanie efektu wizualnego,
- ostateczne dopracowanie powierzchni po pełnej sekwencji szlifowania i polerowania.
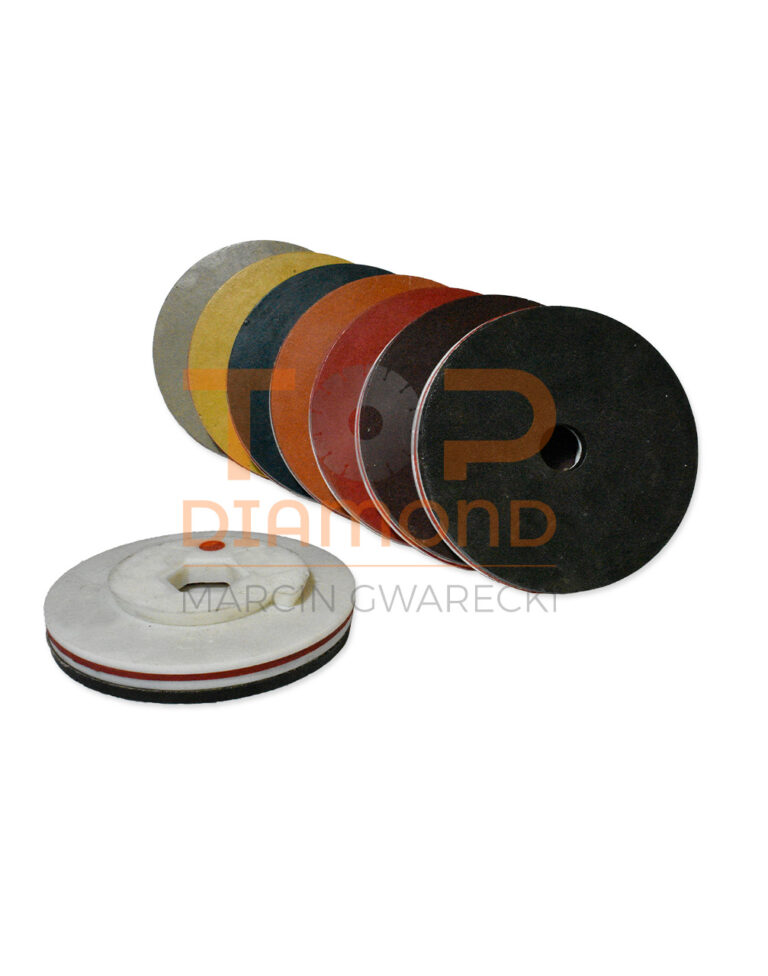
Kostki
Kostki polerskie (w wariantach białych i grafitowych) stosuje się do:
- lokalnej korekty,
- pracy ręcznej przy detalach,
- dopracowania trudno dostępnych miejsc.
Nie zastępują one tarcz systemowych, lecz uzupełniają proces w newralgicznych punktach.
Jak dobrać tarczę polerską do kwarcytu?
Przy wyborze zwróć uwagę na:
- średnicę dopasowaną do maszyny i zakresu pracy,
- rodzaj segmentu (diamentowy, syntetyczny, syntetyczno-diamentowy),
- system pracy etapowej (np. STEP 1–4),
- pracę na krawędzi lub na płaszczyźnie.
W kwarcycie kluczowe jest zachowanie ciągłości sekwencji gradacji i utrzymanie jednorodnej struktury szlifu przed przejściem do kolejnego etapu.
Dobierz średnicę i typ tarczy polerskiej do charakteru realizacji – innego rozwiązania wymaga krawędź, a innego płaszczyzna o większym formacie. Jeśli zależy Ci na
stabilnym procesie i
powtarzalnym połysku na kwarcycie, skorzystaj z naszego wsparcia w doborze odpowiedniej konfiguracji narzędzi.